咨询电话
0317-3061108/150-3368-8611赵经理

咨询电话
0317-3061108/150-3368-8611赵经理

河北兴松实业有限公司
地址:河北·沧州开发区沧盐路西侧
联系人:赵经理
手 机:15033688611
电 话:0317-3061108
传 真:0317-4739798
邮 编:061000
邮 箱:1647602027@qq.com
网 址:www.x0317.com
管线防腐涂层历经多年的发展演变和优胜劣汰,3PE防腐涂层由于综合了环氧树脂和挤压聚乙烯两种涂层的优良性能,克服了单一涂层的缺陷,在全世界范围内得到广泛的应用。自20世纪90年代中期以来,我国多数大型管道防腐采用的是3PE防腐钢管,3PE涂层无疑己成为我国管道防腐的首选。
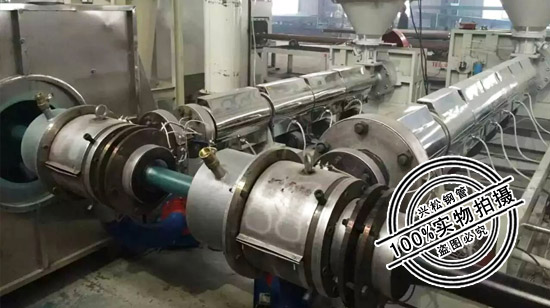
3PE防腐三层包覆的成型方式
3PE涂层目前所采取的成型方式是环氧粉末静电与热喷涂、中间胶粘剂与外层聚乙烯挤出机热挤出缠绕或挤压包覆成型。
但对于螺旋焊钢管或直缝焊钢管,不论采用挤出缠绕成型还是挤压包覆成型,焊缝侧总存在缺陷。并且在低温状态下,由于中间胶粘剂与环氧粉末不存在物理渗透,防腐层受到外界冲击时,防腐层冲击区可能发生破损。
若采用三种粉末进行3PE涂装,其涂装通过沉积熔融来完成,可以减少焊缝防腐层的缺陷,并且粉末的相互渗透熔接增大了接触面积,进一步加大化学键结合,在低温状态下不易出现冲击破碎情况,采用三种粉末材料进行三层PE涂装成型具有一定的应用价值。
三种粉末涂装3PE防腐涂层过程为:钢管表面处理(除锈)、中频加热、环氧粉末静电喷涂、中间胶粘剂粉末涂装、聚乙烯粉末涂装*流平、冷却定型。



兴松3PE防腐钢管公司加大钢管防腐生产技术方面的投资,强化工艺参数,不断进行技术创新,降低生产成本的同时提高产品质量,取得了令人满意的显著效果。
在生产工艺方面,开拓思路,大胆创新。根据外防腐生产线现有的条件,对外防腐涂敷工艺参数进行了大胆的调整,确定了采取传动线的极限大螺旋角、适当降低传动线转速的工艺参数,使钢管平稳运行,减少涂层搭接次数,有效地保证了涂层厚度的均匀性,降低了材料消耗;在冷却水线入口初始端加布冷却水环,保证冷却水充分覆盖管体涂层,有效地消除了涂层表面的水激点、麻点等外观缺陷,提高了产品的外观质量。
在设备技术改造方面,针对原PE挤出机的原400kW直流电机功率偏小,电流过大,常出现过热跳闸停机故障,严重制约着生产速度等问题,公司技术人员经过多次论证,确定将其更换为450kW、低转速的直流电机;并更换了ABB直流驱动器,从而有效确保直流电机高速平稳运行,充分发挥了挤出机的潜能,提高了挤出量,使产能提高40%以上。
同时,为了提高水冷却效果,我公司在外防生产线更换了大容量的冷却水塔,使冷却效果得到明显改善。下一步,公司技术人员将继续立足于现有生产线,开展各种形式的技术创新和改造,确保公司产品质量和产量的持续提高。



盐山兴松钢管有限公司
地址:河北·沧州开发区沧盐路西侧
联系人:赵经理
手 机:15033688611
电 话:0317-3061108
传 真:0317-4739798
邮 编:061000
邮 箱:1647602027@qq.com
网 址:www.x0317.com
 在线咨询
在线咨询














